All surface zones of cut sheet metal occur in the opposite order on the sheet than on the blank or slug.
Burr direction in sheet metal.
Burr direction side of the stock on which burrs appear.
Burrs can interfere with subsequent forming processes.
It is usually an unwanted piece of material and is removed with a deburring tool in a process called deburring.
The clearance is large where the fibers of the paper are remaining uncut or where the vinyl sheet has been cut so that it is stretched.
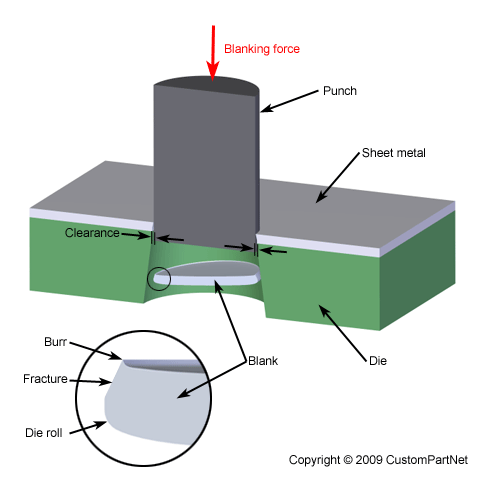
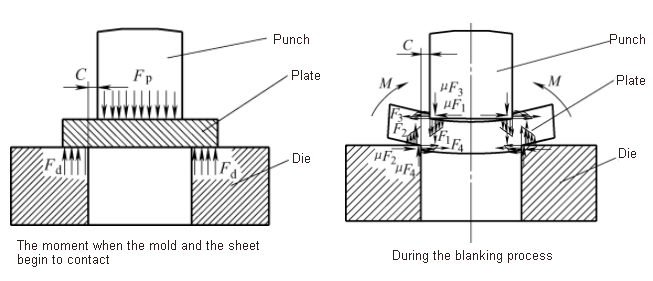
The punch comes down and pushes the metal into a hole the die.
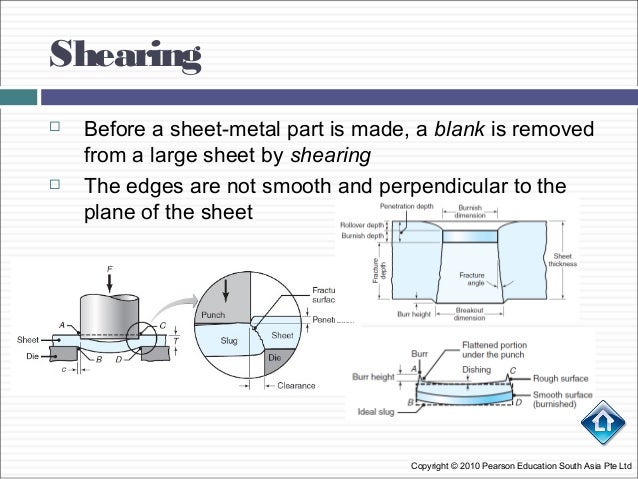
Burr raised sharp edge inherent in cutting operations such as shearing blanking punching and drilling.
In fact research suggests that manufacturers spend 30 to 50 of their time.
It left some metal behind which solidified into burrs at the bottom of the cut.
I think i just need to move to a finer abrasive.
One consideration is the amount of.
Consider a punching operation as an example.
That speed increase would reduce the heat input and the ablation and restore the gas flow dynamics to its proper state.
Burr free edge without sharp protrusions.
Burrs are a result of plastic deformation which is what happens when metal is sheared.
It just makes another bur going the same direction as the wheel.
08 22 2013 07 15 pm.
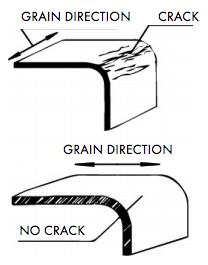
Figure 2 a burr or protruding ragged edge shown at 100x magnification occurs as the material is sheared at an angle against the blanking direction.
Apart from the above there are other causes of burr generation.
This disturbed the gas flow dynamics which in turn did not evacuate the right amount of molten metal at the right time.
And using a lower speed around 6000 7500 rpms makes all the difference in the world dressing and de burring edges on sheet metal and lite guage stock.
Knowing this the operator could have prevented the burr by actually increasing the cutting speed slightly.
A burr is a raised edge or small piece of material that remains attached to a workpiece after a modification process.
The parts that have been cut neatly are the parts where the clearance is small.
Edge quality of cut sheet metal is very important in pressworking manufacture.
Generally speaking it s softer metals like aluminum that create the biggest problems.
De burr machine is the best for sheet very quick.
To minimize instances and severity of burrs avoid sharp corners and complex cutouts when possible.
Burrs are most commonly created by machining operations such as grinding drilling milling engraving or turning.
Burr allowance is generally 10 of the thickness of the sheet material.
It may be present in the form of a fine wire on the edge of a freshly sharpened tool or as a raised portion of a surface.
Burr height height to which burr is raised beyond the surface of the material.
Some metals deform more than others and so form larger burrs.
Adjust so that the cutting is uniform.
This type of burr is commonly.